18936081853
18936081853
各档次电火花慢走丝加工机床的技术水平分类介绍 精密、复杂、长寿命的模具制造精度及表面质量要求不断提高促进了电火花慢走丝加工技术的迅速发展,其各方面工艺...
高频脉冲电化学去毛刺的设备参数一、决定去毛刺去除量的主要参数: 去毛刺电流:根据去毛刺工件的所去毛刺的范围而定。 去毛刺时间:根据去毛刺工件...

影响电化学去毛刺加工效果的因素一、毛刺去除量的主要参数;设备的加工功率:根据去毛刺工件的所去毛刺的范围而定。加工时间:根据去毛刺工件的毛刺大小有关。去毛刺工件的...

电化学去毛刺设备的加工特点(1)去毛刺范围:电化学去毛刺适用于不锈钢、锌合金、铝制品、钛材、铜、银、金、中低碳钢等导电材质零件。如:各种阀体、活塞、缸体铸件等汽...

微细精密“电火花机床”加工系统应用特点的解析微细电火花加工的原理与普通电火花加工并无本质区别。其加工的表面质量主要取决于电蚀凹坑的大小和深度,即单个放电脉冲的能...

影响脉冲电化学去毛刺加工效果的因素 影响脉冲电化学去毛刺加工效果的工艺因素较多,如工具阴极的合理设计、脉冲电源的参数选择、电解液的成分、浓...

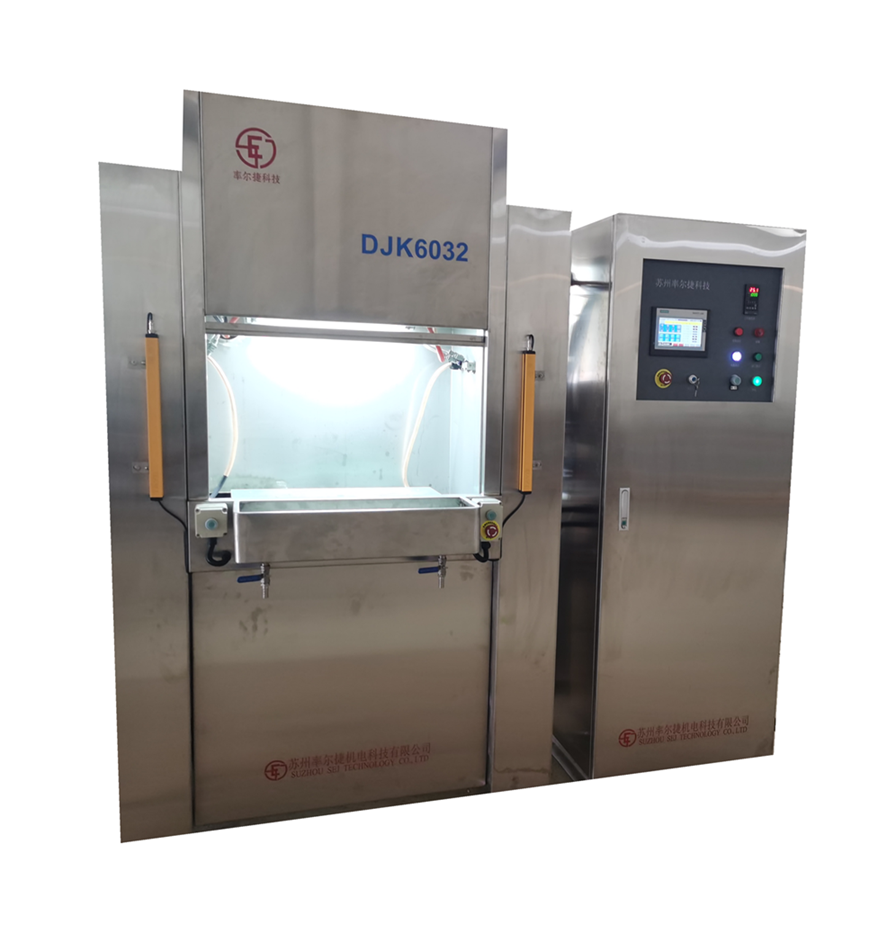
脉冲式电化学去毛刺机床特点 脉冲式电化学去毛刺机床加工是近年来快速发展的一种特种的内孔,交叉口去毛刺加工工艺方法,其特点是能够快速的对任何...

电动工具气缸内交叉孔倒角的工艺和设备的运用 电动工具气缸的主要零件气缸,气缸的工作部分的内壁上有8个Φ2mm的通气孔。这几个是通气孔并且O...

电火花小孔机导向器使用注意事项 电火花小孔机的导向器外壳采用不锈钢制作,导向器的导向部分采用人造宝石。导向器的精度﹥0.01mm,而且人造...

火花机床的安全操作规范 火花机床利用电火花放电蚀除的原理,采用成形电极对各种导电材料的零件的形腔或形孔进行加工。火花机床也叫电火花成型,电...

多轴数控电火花小孔加工机床的精度是机床性能的一项重要指标,它是影响工件精度的重要因素。多轴数控电火花小孔加工机床的定位精度是指机床各坐标...

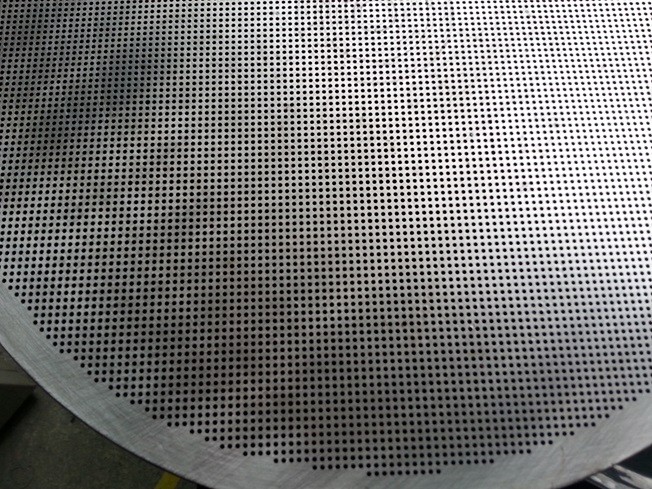
微细小孔加工工艺分析 目前微细小孔加工技术现已广泛应用于精密过滤设备、化纤喷丝板、喷气发动机喷嘴、电子计算机打印头、印刷电路板、天象仪星孔...

电化学(电解)ECM去毛刺的加工原理电化学(电解)ECM去毛刺的加工基于电解过程中的阳极溶解原理并借助于成型的阴极,将工件按一定形状和尺寸加工成型的一种工艺方法...

电化学电解去毛刺机较长时间不使用时注意事项 因为电化学电解去毛刺机的电解液采用的15-20%硝酸钠水溶液,电化学电解去毛刺机较长时间不使用...

数控电火花小孔加工机床使用的注意事项 (1)电极密封圈及电极导向器,均应配合电极铜管直径大小使用。 (2...
数控电火花小孔加工机床各参数的设定1,数控电火花小孔加工机床电极导向器与工件要有2mm~3mm的距离。2,数控电火花小孔加工机床使用的注意事项 &nb...

数控电火花线切割机床加工前的注意事项1.钼丝空走时,检查钼丝有没有抖动。2.导电块表面是否有切割的痕迹,钼丝是否陷在导电块内。3.工作液流量和色泽是否正常。4....

电火花小孔机的主要部件的维护 高压水泵的维护,电火花小孔机高压水泵一般在的工作压力7Mpa的环境下工作,轴承承受着很大的压力,如果不定期更...

电解去毛刺设备的电解液过滤压滤机的机械组成电解去毛刺设备的电解液过滤压滤机的结构由三部分组成: 1、机架机架是压滤机的基础部件,两端是止推板和压紧头,...

数控电火花穿孔机高压泵柱塞泵的工作原理及特点柱塞泵是通过一个固定的密封件,一根活塞前后运动。柱塞泵靠活塞往复运动,使得泵腔工作容积周期变化,实现吸入和排出液体。...

电化学(电解)去毛刺效果好坏的技术问题分析 电化学(电解)去毛刺加工原理是利用金属在电解液中产生阳极溶解的原理,去除工件上多余材料的一种加...
电解去毛刺设备电解液过滤压滤机-工作原理电解去毛刺设备电解液过滤压滤机液压压紧机构的组成由液压站、油缸、活塞、活塞杆以及活塞杆与压紧板连接的哈夫兰卡片液压站的结...
电解去毛刺机床上下料采用机械手的保养 要想电解去毛刺机床自动上下料机械手的使用寿命长,我们就需要在日常的使用中,好好的注意一下电化学去毛刺...

数控电火花加工机床的维护和保养 数控电火花加工机床不适合在污浊和高温潮湿的环境中工作,电网供电环境也有较高的要求,机床供电电压不应劣于±10%,三相应...
特别提醒:本页面所展现的公司、产品及其它相关信息,均由用户自行发布。
购买相关产品时务必先行确认商家资质、产品质量以及比较产品价格,慎重作出个人的独立判断,谨防欺诈行为。